3D-tulostin: Prusa i3 MK4
Hacklabin 3D-tulostin on omassa kaapissaan kerhotilassa. Sillä voi tulostaa käyttäen PLA, PETG, Nylon, TPE, TPU tulostuslankoja (mahdollisesti muitakin).
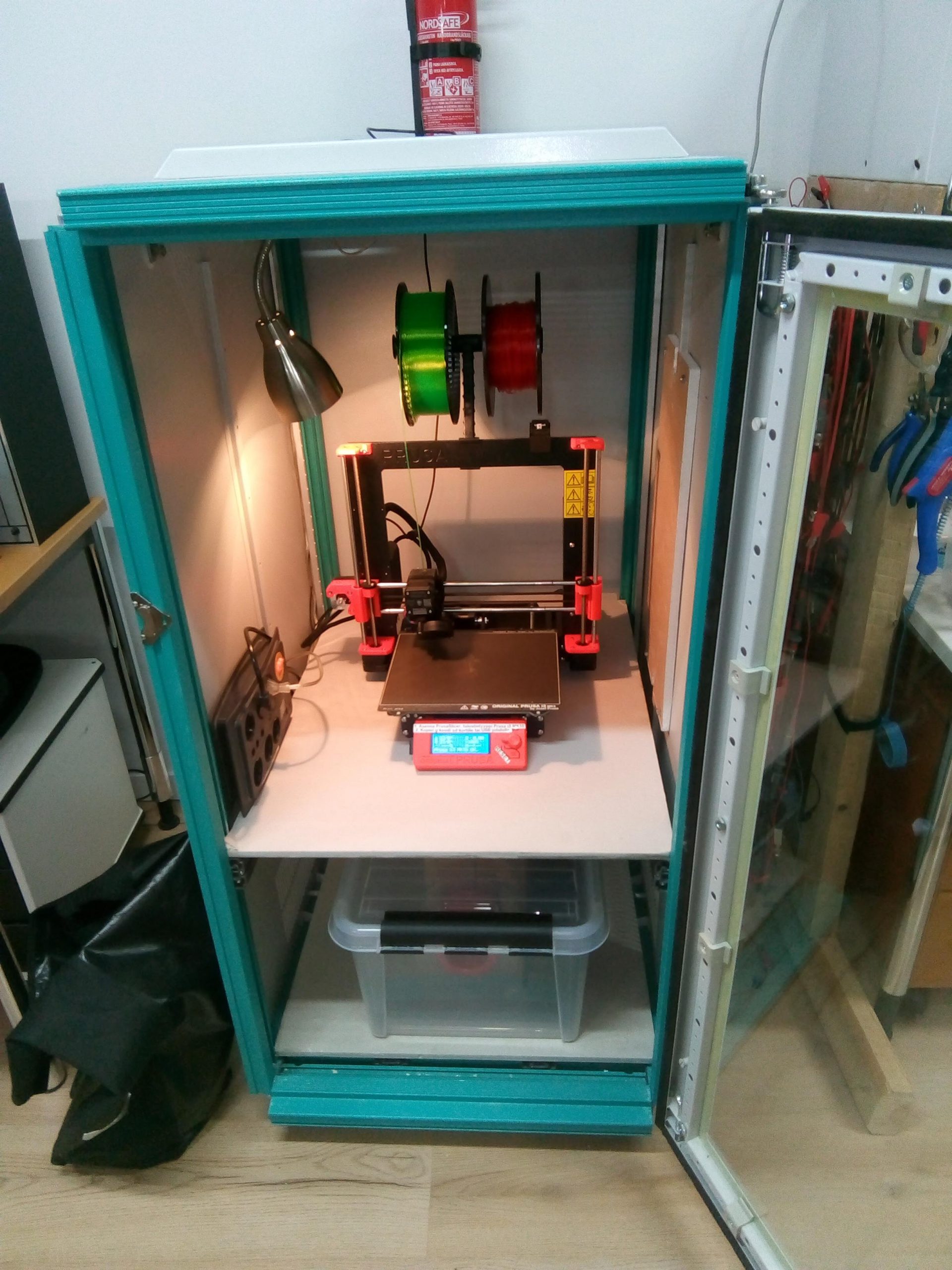
Huomioithan ettei esimerkiksi ABS sovellu tulostettavaksi silloin kun tilassa oleillaan.
PrusaSlicerin asennusohjeet:
- Lataa PrusaSlicer tietokoneelle ja mene asennusohjelma läpi.
- Ensimmäisellä käynnistyksellä valitse tulostintyypiksi Prusa i3 MK4.
Rasti kaikki kärkivalinnat niin voit vaihtaa niiden välillä helposti.
Verkkotulostimen lisääminen (vapaaehtoista mutta kätevää):
- Lisätään verkkotulostin PrusaSliceriin. Avaa tulostinsivu ja avaa oikeasta yläkulmasta asetusvalikko. Mene kohtaan API ja kopioi ”Global API Key” leikepöydälle.
- Mene PrusaSlicerissä välilehdelle ”Printer Settings” ja kohtaan ”Print Host Upload”.
Jos kohtaa ei näy, valitse valikosta Configuration -> Mode -> Expert.
Valitse tyypiksi ”OctoPrint”, Hostname onhttps://3d.jkl.hacklab.fija API Key äsken kopioimasi. - Tallenna OctoPrintin asetukset työkalurivin napista.
PrusaSlicerin käyttö:
- Avaa 3D-mallisi .stl-tiedosto ja paina ”Slice now”.
- Jos olet asentanut verkkotulostimen, voit painaa ”G>” nappia tulostaaksesi heti.
- Muutoin:
- paina Export G-code
- tallenna tiedosto
- mene nettiselaimella tulostinsivulle
- kirjaudu (user/user)
- lähetä tiedosto käyttöliittymän kautta (upload).
- Voit myös tulostaa muistikortin avulla, joka sijaitsee tulostinkaapissa.
Kärjen vaihto:
- Valmistelu
- Lämmitä tulostin noin 250 °C:een, jotta muovijäämät suuttimessa pehmenevät.
- Poista filamentti tulostimesta ennen vaihtoa.
- Varmista, että tulostin on vakaalla alustalla ja että sinulla on tarvittavat työkalut (avain suuttimen irrotukseen, mahdollisesti Prusan oma Nozzle Replacement Tool).
- Vanhan suuttimen irrotus
- Avaa tulostimen etupaneelista Nextruderin suojakansi.
- Pidä kiinni heater blockista (lämpöblokista), jotta se ei pääse vääntymään.
- Kierrä vanha suutin varovasti irti vastapäivään.
- Varo, ettet kohdistaa liikaa voimaa lämpöputkeen (heatbreak), sillä se voi vaurioitua.
- Uuden suuttimen asennus
- Aseta uusi suutin paikalleen ja kierrä se käsin kiinni.
- Kiristä lopuksi varovasti avaimella, kun tulostin on edelleen lämmin (noin 250 °C).
- Älä kiristä liikaa – kevyt momentti riittää tiivistämään suuttimen.
- Viimeistely
- Sulje Nextruderin suojakansi.
- Lataa filamentti takaisin ja tee testituloste varmistaaksesi, että suutin toimii oikein.
- Tarkista, ettei suuttimen ympärille jää vuotoja.
Käyttäjätunnukset:
- Octoprint: user / user
- Käyttöjärjestelmä: DrJaska ja Zouppen tietävät.
Etätulostaminen:

Etätulostaminen onnistuu Google-kirjautumisella, käyttäen muuten samaa osoitetta kuin kerhotilasta käsin. Jos haluat käyttää etätulostusta, ilmoita Google-käyttäjätilisi (sähköposti) Zouppenille tai jpa:lle ja hän lisää sinut pääsylistaan. Pyydä ylläpitäjää lukemaan ohjeet.
Etätulostuksen API-avaimet vaativat toistaiseksi myös Google-kirjautumisen ja PrusaSlicer ei tätä tue, joten etänä tulostettava g-koodi on lähetettävä selaimen kautta. Saattaa olla, että etäkäyttö suoraan API-avaimella sallitaan joskus myöhemmin.
Tarkista ennen tulostamisen aloitusta Control-välilehdeltä, että tulostinpedillä ei ole jonkun muun tulostetta. Jos on, pyydä häntä hakemaan se ja puhdistamaan tulostimen alusta. Muista myös itse hakea oma tulosteesi tai pyydä jotakuta kerhotilassa tyhjentämään ja puhdistamaan peti käytön jälkeen.
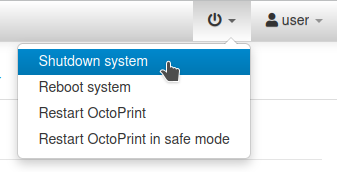
Muista sammuttaa tulostin tulostamisen jälkeen. Kun olet kirjautunut Octoprinttiin, valitse oikeassa yläkulmasta löytyvästä virtanäppäimestä kohta ”Shutdown system”.
Yleisiä ongelmia:
- Muovi ei pysy alustassa kiinni => Putsaa alusta suihkutettavalla saippuavedellä ja paperipyyhkeellä (IPA vain levittää rasvaa).
Jos kappaleen alaosa on kapea, aseta PrusaSlicerista
Print Settings -> Support material -> Raft layers arvoon 1 tai 2. - Muovia tulee liikaa ja extruder naksuttaa => Olet ehkä lisännyt kappaleen kahdesti.
Mene Window -> 3D ja koita raahata kappaletta varmistaaksesi ettei niitä ole kuin yksi. - Muovia ei tule lainkaan ja extruder naksuttaa => First layer calibration on väärin tai kärki on tukossa.
Kokeile käsin Settings -> Move axis valikosta tursottaa muovia kun kärki on selvästi irti alustasta.
Jos muovia ei tule, pitää kärki irroittaa ja puhdistaa.
Jos muovia tulee tällöin, on kärki luultavasti tulostaessa liian alhaalla, aja First layer calibration (s. 25). - Jokin akseleista ei liiku kunnolla tai tulosteeseen tulee ”pykälä” kun esim. X-koordinaatti on mennyt väärin => akselit kaipaavat rasvausta.
Tulostimen tarvikelaatikossa on rasvatuubi, levitä sitä vähän pyöreille akseleille ja liikuta sitten edestakaisin jotta rasva leviää. Kierretankoja ei tarvitse rasvata.
Teknistä tietoa:
- Kameran fokus säädetään automaattisesti X-koordinaatin perusteella, jotta fokus olisi aina tulostimen suuttimessa. Sovellus, jolla tämä tehdään, on gcfocus.
- Striimaus toteutettu OBS:llä, joka keräilee useita eri näkymiä Octoprintistä ja näyttää videokuvaa tulostuksesta.
- Tulostin etäkäynnistetään tietokoneen käynnistyessä USB:n kautta FTDI:n FT232R-piirillä ja ftdi-bitbang-sovelluksella.
- 3D-tulostintietokoneeseen asennetaan päivitykset automaattisesti joka yö ja varmuuskopiointi kerran viikossa. Jos tietokoneen MAC-osoite vaihtuu (esimerkiksi laiterikon yhteydessä), se täytyy päivittää. Katso ylläpitäjän ohjeet.
Hyviä filamenttivalmistajia:
- Prusa (Prusament): Kela tiivis ja mittaavat jokaisen rullan erikseen.