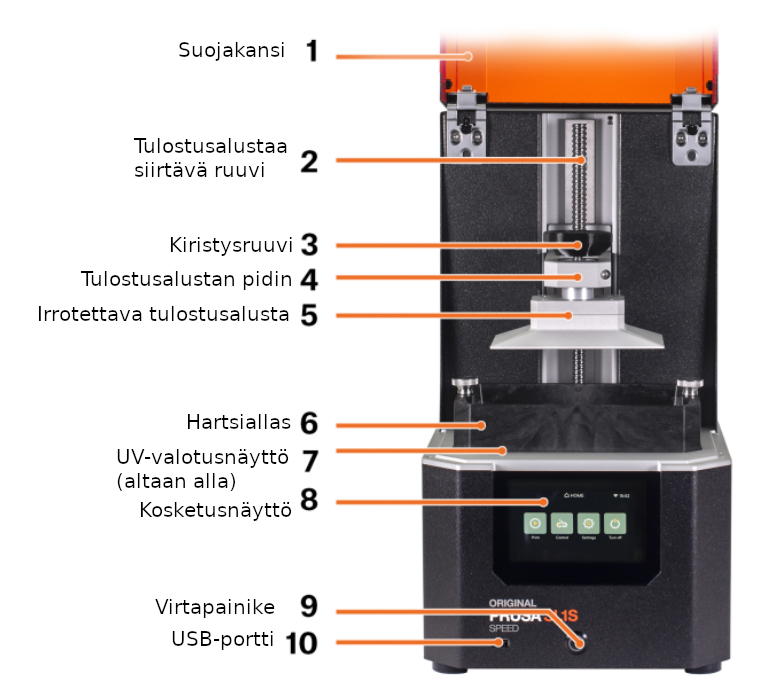
Prusa SL1S SPEED 3D-hartsitulostin
Prusa SL1S SPEED on valolla kovetettavaa hartsia käyttävä 3D-tulostin, joka sopii erityisesti hyvin yksityiskohtaisten esineiden tulostamiseen.
Tekniset ominaisuudet:
- Tulostusalueen koko: 127×80×150 mm
- Kerrospaksuus: 0.025 – 0.1 mm
- Tulostusnopeus: n. 5 s/kerros
- Tyypillinen mittatarkkuus: ±1 %, ±0.05 mm
- Ohuimmat yksityiskohdat: n. 0.2 mm
Prusan 3D Printing Handbook (PDF)
Ohjevideo
Tässä puolen tunnin ohjevideossa näkyy hartsitulostimen käyttö ja kappaleiden jälkikäsittely käytännössä. Samat tiedot löytyvät tekstinä alempaa. Videossa on myös englanninkieliset tekstitykset saatavilla.
Materiaalit ja käyttökulut
Hacklabilla käytetään Prusan alkuperäisiä hartseja, joista tällä hetkellä on hankittuna Resin Model Color Kit sekä tulostimen mukana tullut Basic Orange.
Model-hartsisarjan tekniset ominaisuudet näkee täältä (PDF).
Hartsitulostimen käyttökulut ovat korkeammat kuin tavallisilla FDM-tulostimilla, mutta toistaiseksi erillisiä käyttömaksuja ei ole asetettu.
Tulostuskustannuksia voi arvioida PrusaSlicerin ilmoittaman tilavuuden perusteella, yksi millilitra hartsia maksaa n. 0.07 €.
Kemikaaliturvallisuus
Nestemäisessä muodossaan hartsit ja niiden puhdistukseen käytetty isopropanoli ovat kemikaaleja, joilta on syytä suojautua.
Vähimmäisvaatimus on nitriilikäsineet ja suojalasit.
Oman arvionsa mukaan voi käyttää myös hengityssuojainta ja suojaessua.
Hengityssuojaimessa tulee olla orgaanisille liuottimille tarkoitettu suodatinpatruuna.
Hygieniasyistä hengityssuojain on henkilökohtainen hankinta, esimerkiksi Bilteman malli on sopiva.
Prusan hartsit, erityisesti Model-sarja, ovat turvallisimmasta päästä saatavilla olevia vaihtoehtoja.
Ne on testattu Euroopassa, ja kovetetut kappaleet on todettu ei-myrkyllisiksi ja ihoa ärsyttämättömiksi. Elintarviketurvallisia tulostetut kappaleet eivät ole.
Prusan omassa hartsien turvallisuutta käsittelevässä artikkelissa on avattu tarkemmin kemiallisia ja biologisia vaikutuksia sekä miten niitä testataan.
Käyttöturvallisuustiedotteet ovat saatavilla tästä:
Mallin valmistelu PrusaSlicerissa
Mallin voi slicetä eli muuttaa tulostustiedostoksi PrusaSlicerillä joko omalla tietokoneellaan tai Hacklabin tietokoneella. Tiedostot siirretään USB-tikulla tulostimelle, joka sijaitsee tällä hetkellä VR-huoneen vanhassa WC-tilassa.
Oletusasetukset toimivat, mutta tässä on tärkeimmät valinnat:
- Printer: Original Prusa SL1S SPEED
- SLA material: esimerkiksi Prusament Resin Model Alabaster White
- SLA print settings: tyypillisesti joko fast (0.1 mm kerrospaksuus) tai normal (0.05 mm kerrospaksuus).
- Supports: Everywhere, ellei kappale ole sen muotoinen että jokainen kohta on hyvin tuettu itse mallissa.
- Pad: Under object on hyvä perusvalinta, Around object toimii kappaleille joissa on tasainen pohja.
Tulostuksen aloitus
Tarkista ennen käynnistystä että tulostusalusta ja hartsiallas ovat puhtaita eikä niissä ole roskia.
Tulostus käynnistetään kosketusnäytöltä liu’uttamalla. Kun tiedosto on valittu ja käynnistetty, tulostin kertoo paljonko hartsia täytyy lisätä hartsialtaaseen, esimerkiksi 50% merkin kohdalle. Hartsia tarvitaan altaaseen enemmän kuin kappaleen tilavuus on.
Hartsipulloa kannattaa sekoittaa heiluttamalla ennen kaatamista. Käytetty hartsi säilytetään erillisissä pikkupulloissa, eli tarkista onko haluamaasi väriä käytettynä jo valmiiksi.
Jälkikäsittely
Tulostuksen jälkeen kappaleet täytyy pestä kovettumattomasta hartsista ja jälkikovettaa UV-valolla. Tätä varten on erillinen Prusa CW1S -laite.
Jälkikäsittelyvaiheessa tarvitaan suojalasit ja suojakäsineet.
Esipesu
Valuta tulostusalustasta ja kappaleista nestemäinen hartsi altaaseen, siinä määrin kuin se helposti valuu pois.
Tulosteet irrotetaan tulostusalustasta tarkoitusta varten varatulla muovi- tai metallilastalla. Varo naarmuttamasta alustaa. Laita pesualtaan pohjalle musta magneettipyöritin, sen päälle pesukori ja pesukoriin tulostetut kappaleet.
Kaada ”käytetty IPA”-kanisterista isopropanolia sen verran että kappaleet peittyvät. Työnnä pesusäiliö pesulaitteen pitimiin ja käynnistä Washing-toiminto. Se pyörittää IPAa säiliössä niin että suurin osa hartsista peseytyy pois.
Metallisen tulostusalustan ja välineet voi pestä IPAlla ja pyyhkiä kuivaksi paperilla.
Tukirakenteiden poisto
Esipesun jälkeen kannattaa poistaa tukirakenteet tulosteesta, koska ne lähtevät usein siistimmin irti ennen jälkikovetusta.
Lopuksi sumutuspullon avulla pestään kappaleet puhtaalla IPAlla. Loppupesussa sumutettu IPA saa valua pesualtaaseen käytetyn IPAn joukkoon.
Jälkikovetus
Pestyt kappaleet laitetaan kovetuslaitteen pyöritystasolle. Ne kannattaa sijoittaa reunalle eikä keskelle, sillä reunalla on alustassa reiät joista UV-valoa pääsee myös alakautta.
Isot kappaleet voi olla tarpeen laittaa jälkikovetukseen useamman kerran eri asennoissa.
Oletuksena CW1S:n ”Drying and curing” -ohjelma kovettaa kolme minuuttia, mikä on Model-sarjan hartseille sopiva aika. Muita materiaaleja käytettäessä tarkista ohjeista tarvittu kovetusaika.
Jälkikovetuksen jälkeen kappaleen pinnan pitäisi tuntua kovalta, eikä siihen jää jälkeä esimerkiksi kynnellä painamalla.
Tulostimen puhdistus
Jos tulostat lisää samalla värillä, ei hartsia tarvitse kaataa pois altaasta. Tällöin altaassa ei kuitenkaan saa olla mitään roskia jotka voisivat jäädä tulostusalustan ja läpinäkyvän kalvon väliin. Tarvittaessa automaattisella puhdistustoiminnolla voi poistaa jäämät.
Kun et enää tulosta, kaada hartsi suodatinsuppilon kautta käytetyn hartsin pulloon. Ei sotketa käytettyä hartsia uuden hartsin joukkoon, eikä sekoiteta eri värejä keskenään.
Tulostimen rungon sekä metallisen tulostusalustan pestä IPAlla ja pyyhkiä paperilla.
Hartsialtaan puhdistus
Hartsialtaan pohjassa on läpinäkyvä FEP-kalvo. Tämä on vaihdettavissa oleva kulutusosa, mutta naarmuuntuu helposti ja naarmut vaikuttavat tulostuslaatuun. Esimerkiksi muovilastat tai paperipyyhkeet voivat naarmuttaa kalvoa. Kalvo on likaa hylkivä, joten hartsi valuu siitä yleensä omalla painollaan pois.
Tarvittaessa kalvoa voi pyyhkiä sormella tai kertakäyttöisellä mikrokuituliinan palalla. Altaan reunat voi puhdistaa muovilastalla ja paperilla.
Monet hartsitulostinten valmistajat suosittelevat hartsialtaan pesua IPA:lla, eikä siitä varsinaista vahinkoa ole. Mutta Prusa suosittelee ennemmin saippuavettä.